
电阻焊焊接原理及分类
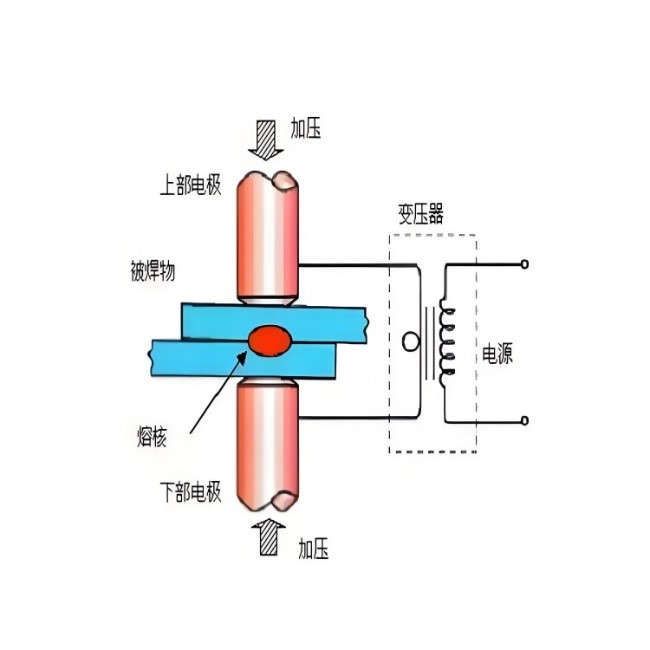
电阻焊是一种以加热方式连接合金属或其他热塑性材料如塑料的制造工艺及技术,其具体焊接原理是当电流通过导体时,由于电阻产生热量,电流不变时,电阻越大,产生的热量越多,两块金属相接触时,接触处的电阻远远大于金属内部的电阻,因此,如有大量电流通过接触处,则其附近的金属蒋很快的烧到红热并获得很高的塑性,这时如果施加压力,两块金属即会连接成一体。由于该过程是利用电阻产生的热量,所以称它被为电阻焊。
不同于传统金属之间的固态或粉末状焊接,电阻焊是一种液态焊接工艺,其中金属与金属接头在液态或熔融状态下产生,这一工艺的转变对焊接效率、焊接质量的提升具有显著的积极影响。同时,电阻焊是一种非常有效的无污染焊接工艺,但对于材料焊接厚度有一定限制,且只限于金属与金属的焊接。电阻焊一共有四种类型,分别是点焊、缝焊、凸焊和闪光焊,都是根据电阻发热的原理。
电阻焊接的优缺点
优点:
熔核在塑性环的持续包裹下形成,有效隔绝了熔化金属与空气的接触,从而省去了保护气体的需求,简化了冶金流程。
由于热量高度集中,加热时间短,焊接速度快,生产效率高,特别适用于大批量生产环境,可与其他制造工序整合至组装线中。
热量集中还带来了热影响区小、变形及应力减小的优点,通常焊接后无需进行校正或热处理。
无需使用焊丝、焊条等填充材料,也无需氧、乙炔、氩等辅助焊接材料,从而降低了焊接成本。
适用于多种同种及异种金属的焊接,包括镀层钢板的焊接。
操作简便,易于实现机械化和自动化,减少了对焊工长期培训的需求。
环保性能优越,焊接过程中无噪音和有害气体产生,改善了劳动环境并降低了污染。

缺点:
目前尚缺乏可靠的无损检测方法来评估影响强度的内在指标,焊接质量主要依赖于工艺试样和工件的破坏性测试,以及各种监控技术。这在一定程度上限制了电阻焊在质量要求极高的应用场景中的推广。
点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度较低。
设备功率较大,机械化和自动化程度高,导致设备成本和维护成本较高。同时,常用的大功率单相交流焊机可能对电网正常运行产生影响,需要接入较大容量的电网,进一步增加了成本。
焊接件的厚度、形状和连接方式受到一定限制。例如,点焊和缝焊主要适用于薄板搭接,而厚度较大的材料则受限于设备功率。此外,搭接会增加材料消耗并降低承载能力。对焊则更适用于紧凑截面的对接接头,而对于薄板类零件的焊接则较为困难。
对于高电阻材料而言,焊接效率较低。当材料本身的电阻较大时,电流分布可能不均匀,导致热能主要集中在电极上,而材料的温度可能不足以达到熔化状态,从而影响焊核的形成。
电阻焊时需注意:
选择合适的电极形状、材质和压力以保证产生足够的电阻热。
合理选择电流强度、时间和频率以控制熔核的形成和大小。
确保良好的工件组装和接触以保证电流均匀地通过接头,并避免火花飞溅或电弧产生。
总之,电阻焊作为一种高效、无污染的焊接工艺,在金属加工领域具有广泛应用前景。然而,在实际应用中仍需关注其局限性并采取相应措施以确保焊接质量。








